ע�ܙC(j��)����
ע�ܙC(j��)����ע����͙C(j��)��ע��C(j��)�����nj����������ϻ����������������ϳ���ģ���Ƴɸ��N�Π��������Ʒ����Ҫ�����O(sh��)�䡣�֞���ʽ���Pʽ��ȫ�ʽ��ע�ܙC(j��)�ܼӟ����ϣ�����������ʩ�Ӹ߉���ʹ���������Mģ����ǻ������ע����͙C(j��)�����Qע�ܙC(j��)����һ���C(j��)��늡�Һ��һ�w�ĵ���ϵ�y(t��ng)������ע�ܼӹ��܉�һ�γ����Π��(f��)�s��������Ʒ��ͬ�r�ɹ��ӹ������ϷN�Ҳ�dz��࣬����Ч�ʸߡ���ӹ����١��m��(y��ng)�ԏ�(qi��ng)���T����(y��u)�c(di��n)������Ԇ����ԁ����l(f��)չ�dz�Ѹ�١�Ŀǰ��ע�ܼӹ��ѳɞ����ϼӹ������Ҫ�ļӹ�������PLC �������o(j��)60 ���ĩ�l(f��)���Ĺ��I(y��)�����������Q��֮����Ҫ���������a(ch��n)�������͙C(j��)е�Ŀ��ơ��S��Ӌ��C(j��)���g(sh��)���w�ٰl(f��)չ��PLC��ܛ��Ӳ�����g(sh��)Ҳȡ�þ��M(j��n)������PLC����ĵĿ���ϵ�y(t��ng)�ijɱ�Ѹ���½����O�����չ���乤�I(y��)��(y��ng)�õķ��������y(t��ng)�С�С��ע�ܙC(j��)��늚����ϵ�y(t��ng)�������^������_�P(gu��n)�y���ơ��@�N���Ʒ����Ӿ���(f��)�s���Ԅӻ��̶ȵͣ������ʸ��Ҳ�����S�ޣ�������ȱ�����ԡ�����(d��ng)ϵ�y(t��ng)�����a(ch��n)��ˇ��?q��)����׃�r��ԭ�еĽӾ��Ϳ��ƹ�t���Ҫ�M(j��n)�и�׃��ϵ�y(t��ng)���`���ԲС��PLC ϵ�y(t��ng)���������\(y��n)���ٶȿ졢�惦����������(qi��ng)���ɿ��Ըߵȃ�(y��u)�c(di��n)�����V���\(y��n)���ڸ��N���Ԅӻ�����Ҫ��Ĉ��ϡ���������ע�ܙC(j��)Һ��ϵ�y(t��ng)���Ԅӿ��ƌ�(sh��)�F(xi��n)����죬ʧ��һ�N�Ƚ�(j��ng)��(j��)���кό�(sh��)�H�Ľ�Q������
2������ԭ��
ע�ܙC(j��)�Ĺ���ԭ���c����õ�ע�������ƣ����ǽ����ݗU�����������������������ܻ��õ����ڠ�B(t��i)����ճ���B(t��i)��������ע�����]�Ϻõ�ģǻ��(n��i)����(j��ng)�̻����ͺ�ȡ����Ʒ�Ĺ�ˇ�^�̡�
ע�������һ��ѭ�h(hu��n)���^�̣�ÿһ������Ҫ�������������ϡ������ܻ���ʩ��ע�䡪��ģ��s����ģȡ����ȡ���ܼ��������]ģ���M(j��n)����һ��ѭ�h(hu��n)��
ע�ܙC(j��)�����(xi��ng)Ŀ��ע�ܙC(j��)�����(xi��ng)Ŀ���������I�P�������������ϵ�y(t��ng)������Һ��ϵ�y(t��ng)�����������档�քe�M(j��n)��ע���^�̄��������τ�����ע�䉺����ע���ٶȡ�픳���ʽ���x����Ͳ���ΜضȵıO(ji��n)�أ�ע�䉺���ͱ����������{(di��o)��(ji��)�ȡ�
һ���ݗUʽע�ܙC(j��)�ij���ˇ�^���ǣ����Ȍ������۠����ϼ���C(j��)Ͳ��(n��i)����ͨ�^�ݗU�����D(zhu��n)�͙C(j��)Ͳ��ڼӟ�ʹ���ϳɞ����ڠ�B(t��i)��Ȼ��C(j��)���M(j��n)�к�ģ��ע����ǰ�ƣ�ʹ�����N�oģ�ߵĝ��ڵ���������ע���ͨ�뉺���ͣ�ʹ�ݗU��ǰ���M(j��n)���Ķ��Ժܸߵĉ������^����ٶȌ�����ע��ض��^�͵��]��ģ�߃�(n��i)����(j��ng)�^һ���r�g�͉������֣��ַQ����������s��ʹ��̻����ͣ�����_ģȡ����Ʒ��������Ŀ���Ƿ�ֹģǻ�����ϵķ�������ģǻ��(n��i)�a(b��)�����ϣ��Լ����C��Ʒ����һ�����ܶȺͳߴ繫���ע����͵Ļ���Ҫ�����ܻ���ע��ͳ��͡��ܻ��nj�(sh��)�F(xi��n)�ͱ��C������Ʒ�|(zh��)����ǰ�ᣬ����M����͵�Ҫ��ע���횱��C�����ĉ������ٶȡ�ͬ�r������ע�䉺���ܸߣ�����(y��ng)����ģǻ�Юa(ch��n)���ܸߵĉ�����ģǻ��(n��i)��ƽ������һ����20~45MPa֮�g������˱��������ĺ�ģ�����ɴ˿�Ҋ��ע���b�úͺ�ģ�b����ע�ܙC(j��)���P(gu��n)�I������
3���(xi��ng)Ŀ�O(sh��)Ӌ���x
ע���ٶȵı��������ѽ�(j��ng)��ע�ܙC(j��)�����̏V�����á��mȻ��X����ע���ٶȷֶο���ϵ�y(t��ng)���Ѵ��ڣ����������P(gu��n)���Y�����ޣ��@�N�C(j��)���O(sh��)�õă�(y��u)�ݺ��ٵõ��l(f��)�]�����Č�ϵ�y(t��ng)���f����(y��ng)�ö���ٶ�ע�ܵă�(y��u)�c(di��n)���������ؽ�B�����������䡢���⡢�sˮ����Ʒȱ���ϵ���;��
�{(di��o)��ע���ٶȿ��Ԏ���������������ˮ��λ���F(xi��n)�����ӷ����������ȱ�ݡ���(d��ng)���w��(j��ng)�^������������_(d��)��ˮ�ڕr�����wǰ�h�ı�������ѽ�(j��ng)��s���̣�������������ͻȻ׃խ��������w��ͣ����ֱ�����������ĉ����Ƅ����w���^��ˮ�ڣ��@�͕�ʹͨ�^��ˮ�ڵĉ������F(xi��n)���Ρ��߉����p�����ϲ�����T�����ۺ���ˮ�ڟ����ȱ���ȱ��,�@�N��r����ͨ�^��������ˮ��ǰ�p�ٵķ����˷�����ȱ�ݡ��@�N�p�ٿ��Է�ֹ��ˮ��λ���^�ȼ��У�Ȼ���ٌ�������ߵ�ԭ���Ĕ�(sh��)ֵ����?y��n)龫�_������������ˮ��λ�p���Ƿdz����y�ģ�����������ĩ�Μp����һ���^�õķ�����
�҂�����ͨ�^����ĩ�����z�ٶȁ������p���T���w߅�������������ȱ�ݡ����ĩ�Μp�ٿ��Է�ֹ��ǻ�^����䣬������F(xi��n)�w߅���p�ٚ�����(y��ng)��������ģ������ĩ���Śⲻ������䆖�}��������⣬Ҳ����ͨ�^�����Ś��ٶȣ��e�����zĩ�ε��Ś��ٶȼ��Խ�Q��
����ע����͙C(j��)�����Qע�ܙC(j��)����һ���C(j��)��늡�Һ��һ�w�ĵ���ϵ�y(t��ng)��ע�ܙC(j��)���ڟ��������ϵ����ͼӹ���ע�ܙC(j��)ͨ�^11��늴��yYV1��YV11�������]ģ���M(j��n)�ϡ��ӟᡢ���_ǰ�M(j��n)��ע�䉺��1��ע�䉺��2����s�����_���ˡ��_ģ����ǰ�M(j��n)���ᘺ��ˡ����˵ȹ�������ע�䣬�ӟ����s������Ҫ�ӕrһ���ĕr�g����ɹ���Ҫ��
��1������(j��)���ƌ������;�������Y(ji��)��(g��u)���\(y��n)����ʽ����ˇ�^�̡������h(hu��n)���Ϳ���Ҫ�_�����Ʒ�����
��2���L�ư��\(y��n)�C(j��)е�ֿ���ϵ�y(t��ng)��PLC I/O�Ӿ��D�����ΈD������ָ�������Ρ�
(3)�x�����Ԫ�����г����Ԫ������(x��)����
(4)�ϙC(j��)�{(di��o)ԇ����
(5)�����O(sh��)Ӌ�f����
�΄�(w��)���̈D����
�����O(sh��)Ӌ����
1�����ƌ�������
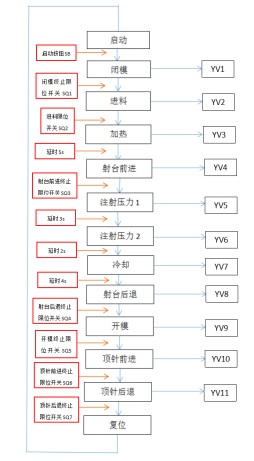
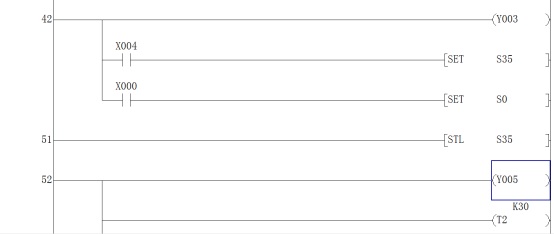
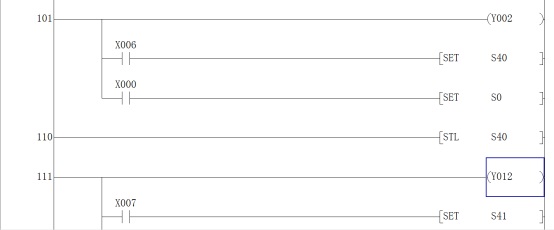
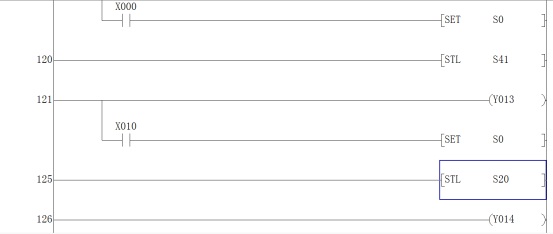
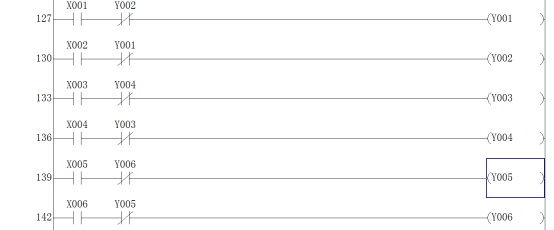
ע�ܙC(j��)���a(ch��n)һ���a(ch��n)Ʒһ��Ҫ��(j��ng)�^�]ģ���M(j��n)�ϡ��ӟᡢ���_ǰ�M(j��n)��ע�䉺��1��ע�䉺��2����s�����_���ˡ��_ģ����ǰ�M(j��n)���ᘺ��ˡ����˵ȹ����@Щ��������TV1 ~ TV11늴��y��Ͽ���Һ����·��ɡ�ע�ܙC(j��)�Ĺ�����ʽ���ԄӺ��քӃɷN��ʽ�������Ԅ�ѭ�h(hu��n)��ˇ�DҊ�D��ʾ��

�@����Ҋע�ܙC(j��)�Ŀ����^�������Ŀ��ơ����Ĺ��������һ��һ�����M(j��n)�У����ȏı���_ʼ��픳��a(ch��n)Ʒ��һ��ѭ�h(hu��n)�����@���ܶ���(f��)ʼ���M(j��n)����ȥ������ÿ��������(zh��)��ָ��ʹ늴��y����������λ�_�P(gu��n)SQ1 ~ SQ8��Ӌ�r��T0��T1��T2��T3���Д�ÿһ���Ƿ���ɣ�ֻ�Ю�(d��ng)ǰ�@һ�����֮������M(j��n)����һ���IJ�����
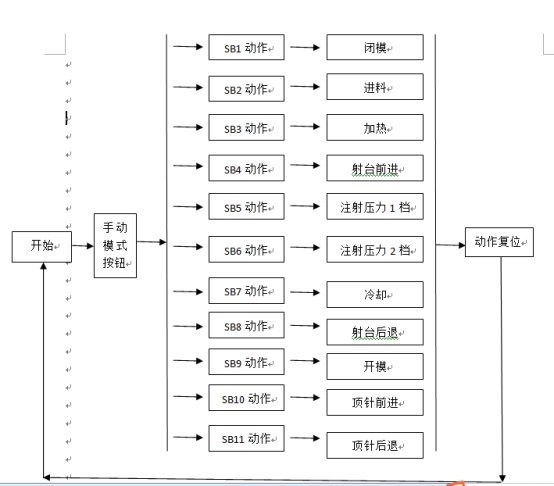
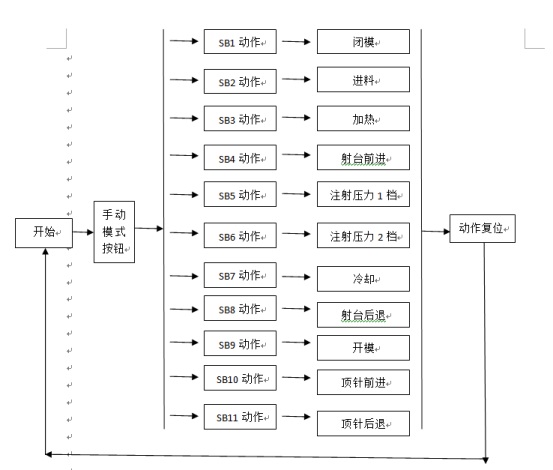
��(d��ng)Ȼ�����ԄӵĹ�����ʽ�⣬߀���քӵĹ�����ʽ���քӿ��ƵIJ������̈D���D��ʾ�քӵĹ�����ʽ��Ҫ�Ǟ��˷����{(di��o)���O(sh��)�䣬�Լ�����μ��a(ch��n)Ʒ�����a(ch��n)�����^���քӣ�����ע�ܙC(j��)��ÿһ���������O(sh��)��һ�����o����(d��ng)�҂��Ѱ��o���r�C(j��)���͕���(zh��)��ԓ���o����(y��ng)����һ��������
2�����Ʒ���
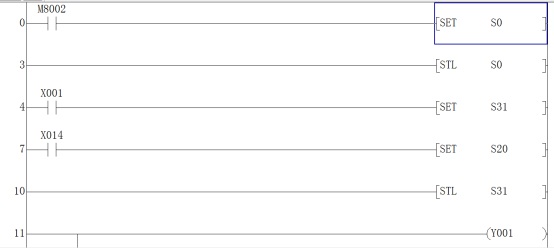
1�������Ӱ��oSB����늴��yYV1�����£�ע�ܙC(j��)�_ʼ�]ģ��
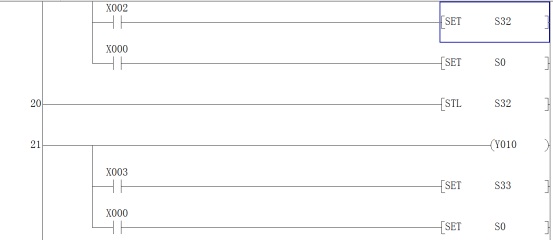
2�����_(d��)�]ģ�Kֹ��λ�_�P(gu��n)SQ1 ��ע�ܙC(j��)ֹͣ�]ģ����늴��yYV2�������£�ע�ܙC(j��)�_ʼ�M(j��n)��
3�����_(d��)�M(j��n)����λ��λ�_�P(gu��n)SQ2��ע�ܙC(j��)���_ֹͣ�M(j��n)�ϣ���늴��yYV3�����£�ע�ܙC(j��)�_ʼ�ӟᡣ
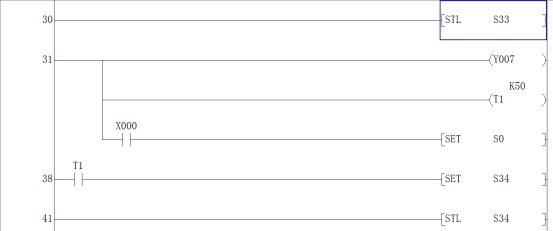
4���ӟ��ӕr5s�r�g����ע�ܙC(j��)ֹͣ�ӟᣬ��늴��yYV4�����£�ע�ܙC(j��)�_ʼ���_ǰ�M(j��n)��
5�����_ǰ�M(j��n)�Kֹ�����_(d��)��λ�_�P(gu��n)SQ3����늴��yYV5�����£�ע�ܙC(j��)�_ʼע�ܙC(j��)ע�䉺��1�����٣���
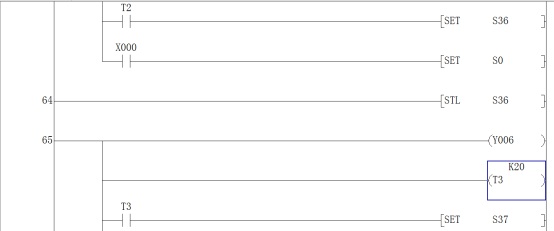
6���ӕr3S����늴��yYV6�������£�ע�ܙC(j��)�_ʼע�ܙC(j��)ע�䉺��2�����٣���
7���ӕr2S����늴��yYV7�����£�ע�ܙC(j��)�_ʼ��s��
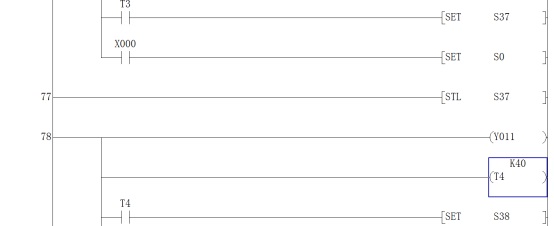
8���ӕr4S��ע�ܙC(j��)늴��yYV8������ע�ܙC(j��)���_���ˡ�
9�����_����ֹͣ�����_(d��)��λ�_�P(gu��n)SQ4����늴��yYV9�����£�ע�ܙC(j��)�_ģ��
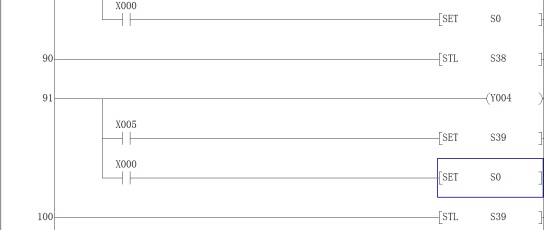
10�����_(d��)�_ģ�Kֹ��λ�_�P(gu��n)SQ5��ע�ܙC(j��)��늴��yYV10�����£�ע�ܙC(j��)��ǰ�M(j��n)��
11�����_(d��)���_�P(gu��n)ǰ�M(j��n)�Kֹ��λ�_�P(gu��n)SQ6, ע�ܙC(j��)��늴��yYV11�����£�ע�ܙC(j��)�ᘺ��ˡ�
12�����_(d��)ע�ܙC(j��)�ᘺ��˽Kֹ��λ�_�P(gu��n)SQ7��ע�ܙC(j��)��(f��)λ��
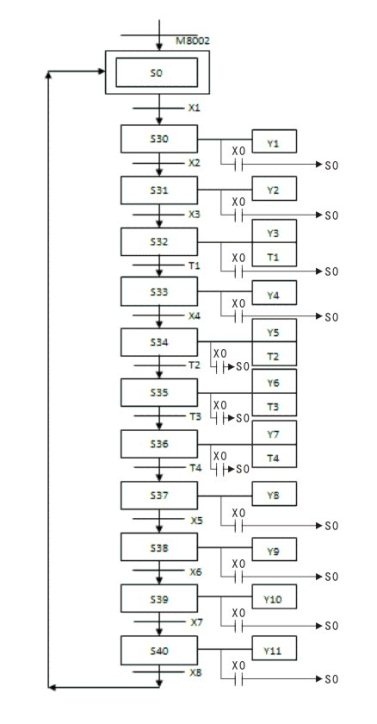
13���������\(y��n)���^���п���ͨ�^X0���o��(qi��ng)���Дಢ���ء�
14����ע�ܙC(j��)�]�І���֮ǰ������ͨ�^X14�İ��o�v�Ԅ�ģʽ�ГQ���քӿ���ģʽ��
15�����ք�ģʽ�£�����ͨ�^X1��X13�քe�����]ģ���_ģ�����_ǰ�M(j��n)�����_���ˣ�ע�䣬����1�n��ע�䣬����2�n���ӟᣬ�M(j��n)�ϣ���s����ǰ�M(j��n)���ᘺ��ˡ�
3����(chu��ng)���c(di��n)
��1���ֶ��{(di��o)��(ji��)ԭ���M(j��n)��ģ�ߵ��ٶ��Լ�������
�@��һЩ�^���(f��)�s�Y(ji��)��(g��u)�Įa(ch��n)Ʒ���Խ��Ͳ����ʡ�
��2���֞��ք�ģʽ���Ԅ�ģʽ�����ҿ��������ГQ��
�ġ�Ӳ���O(sh��)Ӌ�c�Ӿ�
1��PLC I/O��ַ�����
����ע�ܙC(j��)ϵ�y(t��ng)�O(sh��)Ӌ����Ҫ��ݔ���O(sh��)�䣺��λ�_�P(gu��n) *8
ݔ���O(sh��)�䣺늴��y *8


| ��̖ | ��� | I/O | ���� |
| 1 | S0 | X0 | ֹͣ���� |
ݔ�� | 2 | S1 | X1 | �]ģ |
3 | S2 | X2 | �M(j��n)�� | |
4 | S3 | X3 | ���_ǰ�M(j��n) | |
5 | S4 | X4 | ���_���� | |
6 | S5 | X5 | �_ģ | |
7 | S6 | X6 | ��ǰ�M(j��n) | |
8 | S7 | X7 | �ᘺ��� | |
9 | S8 | X10 | �ӟ� | |
10 | S9 | X11 | ע�䣬����1�n���� | |
11 | S10 | `X12 | ע�䣬����2�n���� | |
12 | S11 | X13 | ����sҺ | |
13 | S1 | X14 | ģʽ�ГQ |
2��PLC�����
3��PLC���ܱ�D
��2���քӿ��ƹ��ܱ�D

�塢ܛ�������c�{(di��o)ԇ
1���Ԅӿ������ΈD
2���քӿ������ΈD

3�������{(di��o)ԇ
�ߡ����Y(ji��)�c�ĵ��w��
1�����Y(ji��)
�ڄ��õ��r�����Ȍ��M(j��n)���˴��µķ�����Ӌ�������]��ע�ܙC(j��)�Ĺ�����ʽ�c�������̣�ע�ܙC(j��)����11��늴��yYV1��YV11����]ģ���M(j��n)�ϡ��ӟᡢ���_ǰ�M(j��n)��ע�䱣�����ٺ͵��ٓ������_���ˡ��_ģ����ǰ�M(j��n)���ᘺ��ˡ���(f��)λ���ȹ�����һ��һ����ɵģ����ԛQ�����������Ƶò��M(j��n)ָ���M(j��n)�����ΈD�ľ��̡����_ʼ�r�������Ҍ�ע�ܙC(j��)�Ĺ���ԭ���������⣬�������̲��������(d��o)���ˌ��г��_�P(gu��n)SQ1�Ġ�B(t��i)�]�а��պã��Ԅӿ������ΈD���̕r���e��B(t��i)�����ͨ�^��ͬ�W(xu��)��ӑՓ����������^�������քӿ��Ƶľ����^���У����˾�Ȧ�؏�(f��)ʹ�ÿ��Ƶ��`����(d��o)���քӿ��ƵĹ��ܟo����(sh��)�F(xi��n)��֮��ͨ�^ܛ���{(di��o)ԇ�ͳ���O(ji��n)ҕ������ˌ�������ģ�����ˌ��քӿ��Ƶ�Ҫ�����M(j��n)��Ӳ���Ĝyԇ�r���l(f��)�F(xi��n)�ˣ�PLC��(sh��)�(y��n)��ݔ��ģ�K��X10 ��X11�ɂ�ݔ��λ�û��Q�ˣ������ں���ľ�·�B���У����eע�����@�ɂ�ݔ�롣ͨ�^�@�ι��̣��ьW(xu��)�^�ı��^�����֪�Rϵ�y(t��ng)�����������܉�ьW(xu��)�^��֪�R�䵽��(sh��)̎����������ˡ���(sh��)�`���Ǚz�(y��n)������Ψһ��(bi��o)��(zh��n)���@һ�����������^�W(xu��)�����ò���������@�ӵġ�
�˴��O(sh��)Ӌ�҂��M̽ӑ��ע�ܙC(j��)�Ĺ���ԭ��������ʽ�����ľW(w��ng)���ռ��Y�ϣ�ͨ�^�м�(x��)�ČW(xu��)��(x��)�ͱ��^�l(f��)�F(xi��n)��һЩע�ܙC(j��)�����ģ��ע��ĕr�a(ch��n)Ʒ�����F(xi��n)һЩ覴ã�����҂����÷ֶ�ע��ķ�ʽ�������a(ch��n)Ʒ����߃�(y��u)Ʒ�ʡ�ע�ܙC(j��)����11��늴��yYV1��YV11����]ģ���M(j��n)�ϡ��ӟᡢ���_ǰ�M(j��n)��ע�䱣�����ٺ͵��ٓ������_���ˡ��_ģ����ǰ�M(j��n)���ᘺ��ˡ���(f��)λ�����ڹ���������һ��һ����ɵģ�����҂��Q�����������Ƶò��M(j��n)ָ���M(j��n)�����ΈD�ľ��̡����Ԅ�ģʽ�_���\(y��n)�е��^���У��@Щ���E���\(y��n)����Ҫ�õ��ܶ��г��_�P(gu��n)�Ͷ��r�����ڌ�(sh��)�(y��n)���^���У��YԴ���ޣ��҂��ìF(xi��n)��ģ�K����İ��o�����γ��_�P(gu��n)�oPLCһ����̖����LED��ģ�Mݔ����늴��y��������Ԅ�ģʽ�ľ���֮���҂������M(j��n)�и��M(j��n)�����\(y��n)���^�����Дಢ�Ƴ����քӿ���ģʽ���@Щ���ܿ�Ҳ�ǵ�ע�ܙC(j��)�����`��đ�(y��ng)�á��P(gu��n)��ע���^�̵ķֶο��ƣ�����Дࡢ�x���ГQע���ٶȺ͉�����һ���y�}��ģ�ߵ��Π�ʹ�С�п���Ӱ푵�ע���Ч�����Ķ�Ӱ푵��a(ch��n)Ʒ���|(zh��)�������ڌ�(sh��)�(y��n)�ҵ��YԴ���ޣ������҂��ͼ��O(sh��)����(j��)���̵Ľ�(j��ng)�(y��n)������֪ģ��ע����(y��u)��ע���ٶȺ͉�����ͨ�^���r���O(sh��)���r�g���ГQע����ٶȺ͉�����ͨ�^�@�ӵķ�ʽ��ģ�M�F(xi��n)���Ĺ������̡�
���z�ٶ��c��Ʒ�|(zh��)���������P(gu��n)ϵʹ���ɞ�ע�ܳ��͵��P(gu��n)�I����(sh��)��ͨ�^�_������ٶȷֶε��_ʼ�����g���K�c(di��n), ����(sh��)�F(xi��n)һ���O(sh��)���c(di��n)����һ���O(sh��)���c(di��n)�Ĺ⻬�^�ɣ����Ա��C��(w��n)�������w�����ٶ�������������ķ���ȡ������С�ă�(n��i)��(y��ng)�����҂����h���������@�N�ٶȷֶ�ԭ�t��1�����w������ٶȑ�(y��ng)ԓ�dz���(sh��)��2����(y��ng)���ÿ������z��ֹ���z�^�������w���Y(ji��)��3�����z�ٶ��O(sh��)�Ñ�(y��ng)���]�����R��^(q��)�������������ٳ����ͬ�r����ˮ��λ�p���ٶȡ�4�����z�ٶȑ�(y��ng)ԓ���Cģǻ��M������ֹͣ�Է�ֹ���F(xi��n)�^��䡢�w߅��������(y��ng)����
�O(sh��)���ٶȷֶε�����(j��)��횿��]��ģ�ߵĎ��Π�����������ƺͲ���(w��n)�����ء��ٶȵ��O(sh��)����회�ע�ܹ�ˇ�Ͳ���֪�R���^������J(r��n)�R����t����ƷƷ�|(zh��)���y�Կ��ơ�
2���ĵ��w��
�@���҂����˻���PLC������ע�ܳ��͙C(j��)��ͨ�^��ԓϵ�y(t��ng)���{(di��o)ԇ�c���棬�书�ܻ����_(d��)��Ҫ�����@�̕���һ���������ĸ��X���Լ����W(xu��)֪�R���w�\���ڌ�(sh��)�H�\(y��n)���еČ��I(y��)֪�R�ąT�������O(sh��)Ӌ��PLC����ģ�ͨ�^��ע�ܙC(j��)����ϵ�y(t��ng)��Ԕ��(x��)����������˿���ϵ�y(t��ng)��Ӳ����ܛ���O(sh��)Ӌ������Ҫؓ(f��)؟(z��)I/O��ַ���䣬Ӳ���O(sh��)Ӌ�ͳ������̈D���L�ơ�ᘌ����O(sh��)Ӌ�е�ע�ܙC(j��)����ϵ�y(t��ng)���O(sh��)Ӌ�е��S���߀�д��ڔU(ku��)չ�����ơ����ڕr�g�}�٣�֪�R�����ޣ��O(sh��)Ӌ��Ҳ߀������һЩ���㣬�����O(sh��)Ӌ�����w��(y��u)�������M(j��n)һ�����M(j��n)��

 ע�ܙC(j��)plc.rar
(1.25 MB, ���d��(sh��): 77)
ע�ܙC(j��)plc.rar
(1.25 MB, ���d��(sh��): 77)
| �gӭ���R (http://m.zg4o1577.cn/bbs/) | Powered by Discuz! X3.1 |