萬用表的種類
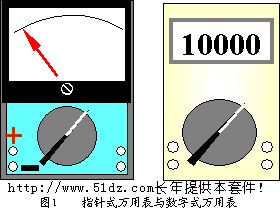
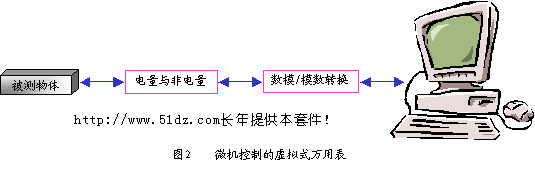
萬用表分為指針式、數字式兩種(見圖1)。隨著技術的發展,人們研制出微機控制的虛擬式萬用表(見圖2),被測物體的物理量通過非電量/電量,將溫度等非電量轉換成電量,再通過A/D轉換,由微機顯示或輸送給控制中心,控制中心通過信號比較做出判斷,發出控制信號或者通過D/A轉換來控制被測物體。
指針式萬用表的組成
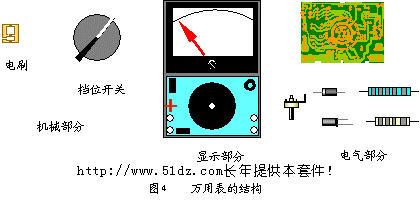
指針式萬用表的型式很多,但基本結構是類似的。指針式萬用表的結構主要由表頭、檔位轉換開關、測量線路板、面板等組成(見圖3)。

表頭是萬用表的測量顯視裝置,南京電子儀表廠提供的指針式萬用表采用控制顯示面板+表頭一體化結構;檔位開關用來選擇被測電量的種類和量程;測量線路板將不同性質和大小的被測電量轉換為表頭所能接受的直流電流。萬用表可以測量直流電流、直流電壓、交流電壓和電阻等多種電量。當轉換開關撥到直流電流檔,可分別與5個接觸點接通,用于測量500mA、50mA、5mA和500μA、50μA量程的直流電流。同樣,當轉換開關撥到歐姆檔,可分別測量×1Ω、×10Ω、×100Ω、×1kΩ、×10kΩ量程的電阻;當轉換開關撥到直流電壓檔,可分別測量0.25V、1V、2.5V、10V、50V、250V、500V、1000V量程的直流電壓;當轉換開關撥到交流電壓檔,可分別測量10V、50V、250V、500V、1000V量程的交流電壓。
注意請學生對照幻燈片認識每一個部分,將萬用表的盒子打開散件放在后蓋中,電阻等元器件放在塑料袋中,不能丟失。對照幻燈片可以看到控制顯示面板由上部的顯示表頭和下部的控制開關面板組成。注意表頭不能跌壞或者拿在手里晃動。檔位開關由安裝在正面的檔位開關旋鈕和安裝在反面的電刷旋鈕組成。測量線路板有黃綠兩面,綠面用于焊接,黃面用于安裝元件。
萬用表的結構
萬用表由機械部分、顯示部分、與電器部分三大部分組成,機械部分包括:外殼、檔位開關旋鈕及電刷等部分組成,顯示部分是表頭,電器部分由測量線路板,電位器,電阻,二極管,電容等部分組成(見圖4)。
指針式萬用表最基本的的工作原理
指針式萬用表最基本的的工作原理(見圖5)。
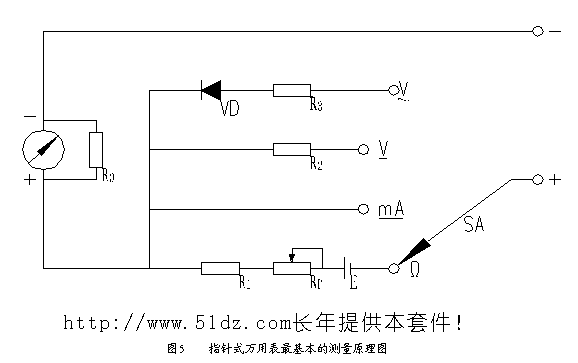
它由表頭、電阻測量檔、電流測量檔、直流電壓測量檔和交流電壓測量檔幾個部分組成,圖中“-”為黑表棒插孔,“+”為紅表棒插孔。
測電壓和電流時,外部有電流通入表頭,因此不須內接電池。
當我們把檔位開關旋鈕SA打到交流電壓檔時,通過二極管VD整流,電阻R3限流,由表頭顯示出來;
當打到直流電壓檔時不須二極管整流,僅須電阻R2限流,表頭即可顯示;
打到直流電檔檔時既不須二極管整流,也不須電阻R2限流,表頭即可顯示;
測電阻時將轉換開關SA撥到“Ω”檔,這時外部沒有電流通入,因此必須使用內部電池作為電源,設外接的被測電阻為 Rx,表內的總電阻為R,形成的電流為I,由 Rx、電池E、可調電位器RP、固定電阻 R1和表頭部分組成閉合電路,形成的電流I使表頭的指針偏轉。紅表棒與電池的負極相連,通過電池的正極與電位器 RP及固定電阻R1相連,經過表頭接到黑表棒與被測電阻 Rx形成回路產生電流使表頭顯示。回路中的電流為:
從上式可知: I和被測電阻Rx不成線性關系,所以表盤上電阻標度尺的刻度是不均勻的。當電阻越小時,回路中的電流越大,指針的擺動越大,因此電阻檔的標度尺刻度是反向分度。
當萬用表紅黑兩表棒直接連接時,相當于外接電阻最小Rx=0,那么:
此時通過表頭的電流最大,表頭擺動最大,因此指針指向滿刻度處,向右偏轉最大,顯示阻值為0Ω。請看電阻檔的零位是在左邊還是在右邊,其余檔的零位與它一致嗎?
反之,當萬用表紅黑兩表棒開路時Rx→∞, R可以忽略不計,那么:
此時通過表頭的電流最小,因此指針指向0刻度處,顯示阻值為∞。
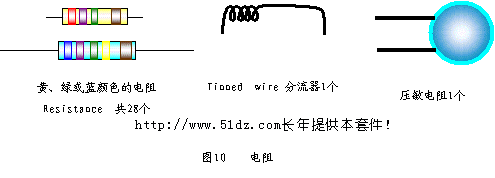
電阻(見圖10)。
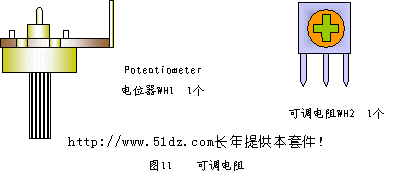
7.2 可調電阻(見圖11)。
輕輕擰動電位器的黑色旋鈕,可以調節電位器的阻值;
用十字螺絲刀輕輕擰動可調電阻的橙色旋鈕,也可調節可調電阻的阻值。
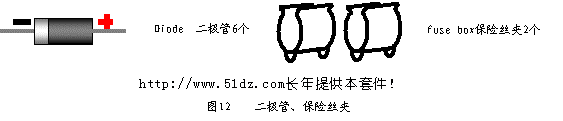
7.3 二極管、保險絲夾(見圖12)。
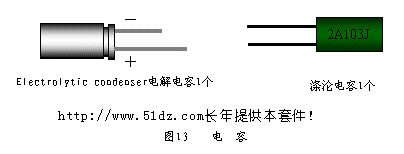
7.4 電容(見圖13)。
7.5 保險絲、連接線、短接線(見圖14)。
7.6 線路板(見圖15)。
7.7 面板+表頭、檔位開關旋鈕、電刷旋鈕(見圖16)及電池蓋板。
7.8 提把、提把鉚釘(見圖17)
7.9 電位器旋鈕、晶體管插座、后蓋(見圖18)

7.10 螺釘、彈簧、鋼珠、提把橡膠墊圈(見圖19)。
螺釘M3×6表示螺釘的螺紋部分直徑為3mm,長度為6mm。
7.11 電池夾、銘牌、標志(見圖20)。
標志請貼貼好,防止東西掉進表頭內部。
7.12 V形電刷、晶體管插片、輸入插管(見圖21)。

7.13 表棒。

8 二極管、電容及電阻的認識
在安裝前要求每個學生學會辨別二極管、電容及電阻的不同形狀,并學會分辨元件的大小與極性。
8.1 二極管極性的判斷
判斷二極管極性時可用實習室提供的萬用表,將紅表棒插在“+”,黑表棒插在“-”,將二極管搭接在表棒兩端(見圖22),觀察萬用表指針的偏轉情況,如果指針偏向右邊,顯示阻值很小,
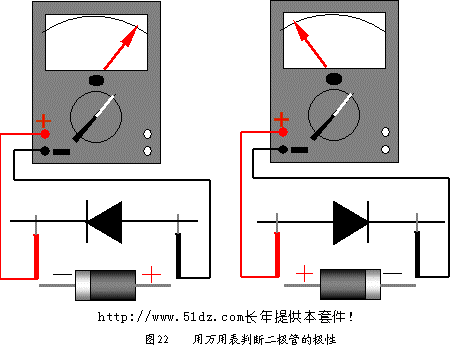
表示二極管與黑表棒連接的為正極,與紅表棒連接的為負極,與實物相對照,黑色的一頭為正極,白色的一頭為負極,也就是說阻值很小時,與黑表棒搭接的時二極管的黑頭,反之,如果顯示阻值很大,那么與紅表棒搭接的時二極管的正極。
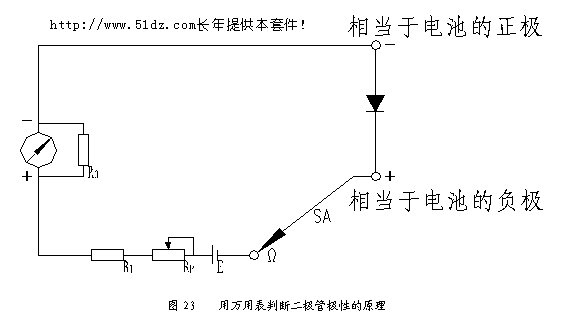
8.1.1 用萬用表判斷二極管極性的原理
用萬用表判斷二極管極性的原理(見圖23),由于電阻檔中的電池正極與黑表棒相連,這時黑表棒相當于電池的正極,紅表棒與電池的負極相連,相當于電池的負極,因此當二極管正極與黑表棒連通,負極與紅表棒連通時,二極管兩端被加上了正向電壓,二極管導通,顯示阻值很小。
8.2 電解電容極性的判斷
注意觀察在電解電容側面有“-”,是負極,如果電解電容上沒有標明正負極,也可以根據它引腳的長短來判斷,長腳為正極,短腳為負極(見圖24)。
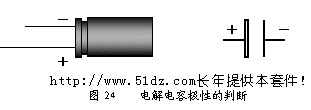
如果,已經把引腳剪短,并且電容上沒有標明正負極,那么可以用萬用表來判斷,判斷的方法是正接時漏電流小(阻值大),反接時漏電流大。
8.3 色環的認識
從材料袋中取出一黃電阻,注意別的東西不要丟失,封好塑料袋的封口。對照幻燈片觀察,看它有幾條色環,黃電阻有4條色環(見圖25),其中有一條色環與別的色環間相距較大,且色環較粗,讀數時應將其放在右邊。
每條色環表示的意義(見表),色環表格左邊第一條色環表示第一位數字,第2個色環表示第
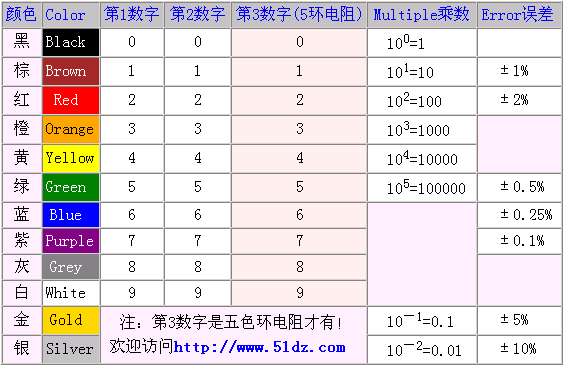
2個數字,第3個色環表示乘數,第4個色環也就是離開較遠并且較粗的色環,表示誤差。由此可知,圖25中的色環為紅、紫、綠、棕,阻值為27×105Ω=2.7MΩ,其誤差為±0.5%。
將所取電阻對照表格進行讀數,比如說,第一個色環為綠色,表示5,第2個色環為藍色表示6,第3個色環為黑色表示乘100,第4個色環為紅色,那么表示它的阻值是56×100=56Ω誤差為±2%,對照材料配套清單電阻欄目R19=56Ω。
請同學練習試讀,對照材料配套清單,檢查讀出的阻值是否正確。
藍色或綠色的電阻(見圖26),與黃電阻相似,首先找出表示誤差的,比較粗的,而且間距較
遠的色環將它放在右邊。從左向右,前三條色環分別表示三個數字,第4條色環表示乘數,第5條表示誤差。比如:藍紫綠黃棕表示675×104=6.75MΩ,誤差為±1%。?6?1
請同學練習試讀5環電阻,對照材料配套清單,檢查讀出的阻值是否正確。
從上可知,金色和銀色只能是乘數和允許誤差,一定放在右邊;
表示允許誤差的色環比別的色環稍寬,離別的色環稍遠;
本次實習使用的電阻大多數允許誤差是±1%的,用棕色色環表示,因此棕色一般都在最右邊。
9 焊接前的準備工作
9.1 清除元件表面的氧化層
元件經過長期存放,會在元件表面形成氧化層,不但使元件難以焊接,而且影響焊接質量,因此當元件表面存在氧化層時,應首先清除元件表面的氧化層。注意用力不能過猛,以免使元件引腳受傷或折斷。
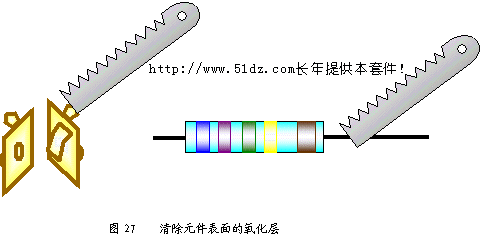
清除元件表面的氧化層的方法是(見圖27):左手捏住電阻或其他元件的本體,右手用鋸條輕
刮元件引腳的表面,左手慢慢地轉動,直到表面氧化層全部去除。為了使電池夾易于焊接要用尖嘴鉗前端的齒口部分將電池夾的焊接點銼毛,去除氧化層。
本次實習提供的元器件由于放在塑料袋中,比較干燥,一般比較好焊,如果發現不易焊接,就必須先去除氧化層。
9.2 元件引腳的彎制成形
左手用鑷子緊靠電阻的本體,夾緊元件的引腳(見圖28),使引腳的彎折處,距離元件的本體有兩毫米以上的間隙。左手夾緊鑷子,右手食指將引腳彎成直角。注意:不能用左手捏住元件本體,
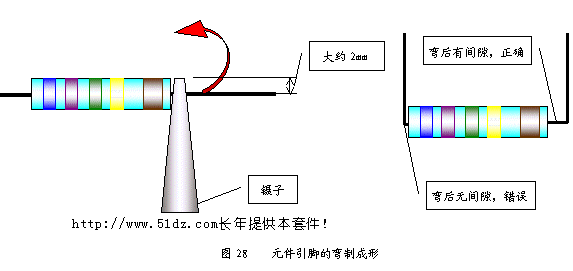
右手緊貼元件本體進行彎制,如果這樣,引腳的根部在彎制過程中容易受力而損壞,元件彎制后的形狀(見圖29),引腳之間的距離,根據線路板孔距而定,引腳修剪后的長度大約為8mm,如果孔
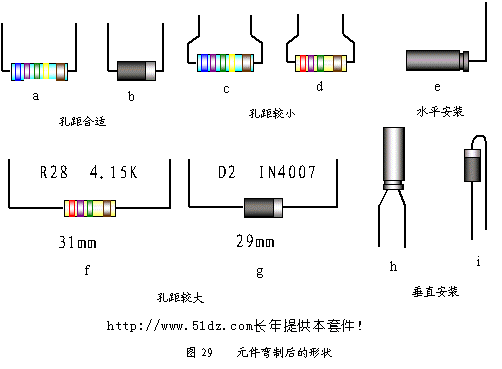
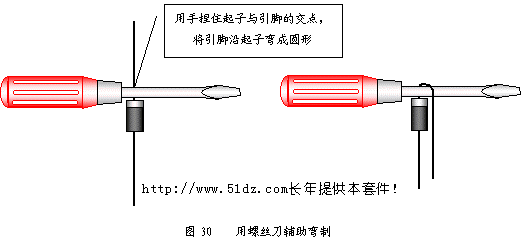
距較小,元件較大,應將引腳往回彎折成形(見圖29中c、d)。電容的引腳可以彎成直角,將電容水平安裝(見圖29中e),或彎成梯形,將電容垂直安裝(見圖29中h)。 二極管可以水平安裝,當孔距很小時應垂直安裝(見圖29中i),為了將二極管的引腳彎成美觀的圓形,應用螺絲刀輔助彎制(見圖30)。將螺絲刀緊靠二極管引腳的根部,十字交叉,左手捏緊交叉點,右手食指將引腳向下彎,直到兩引腳平行。
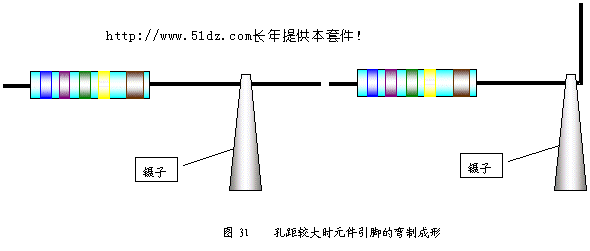
有的元件安裝孔距離較大,應根據線路板上對應的孔距彎曲成形(見圖31)。
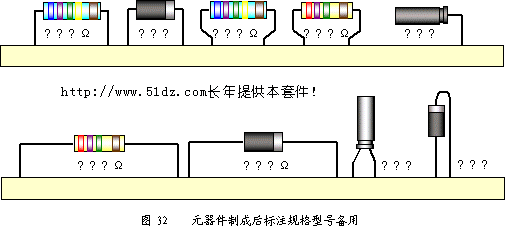
元器件做好后應按規格型號的標注方法進行讀數。將膠帶輕輕貼在紙上,把元器件插入,貼牢,寫上元器件規格型號值,然后將膠帶貼緊,備用(見圖32)。注意:不要把元器件引腳剪太短。
電阻為什么用色環表示,而不直接用數字表示?
電阻的阻值有色標法和直標法兩種,色標法就是用色環表示阻值,它在元件彎制時不必考慮阻值所標的位置,當元件體積很小時,一般采用色標,如果采用直標,會使讀數發生困難。一般直標法用于體積較大的電阻。
用直標法標注的電阻、二極管等彎制時應注意將標注的文字放在能看到的地方,便于今后維修更換。
9.3 焊接練習
焊接前一定要注意,烙鐵的插頭必須插在右手的插座上,不能插在靠左手的插座上;如果是左撇子就插在左手。烙鐵通電前應將烙鐵的電線拉直并檢查電線的絕緣層是否有損壞,不能使電線纏在手上。通電后應將電烙鐵插在烙鐵架中,并檢查烙鐵頭是否會碰到電線、書包或其他易燃物品。
烙鐵加熱過程中及加熱后都不能用手觸摸烙鐵的發熱金屬部分,以免燙傷或觸電。
烙鐵架上的海棉要事先加水。
9.3.1 烙鐵頭的保護
為了便于使用,烙鐵在每次使用后都要進行維修,將烙鐵頭上的黑色氧化層銼去,露出銅的本色,在烙鐵加熱的過程中要注意觀察烙鐵頭表面的顏色變化,隨著顏色的變深,烙鐵的溫度漸漸升高,這時要及時把焊錫絲點到烙鐵頭上,焊錫絲在一定溫度時熔化,將烙鐵頭鍍錫,保護烙鐵頭,鍍錫后的烙鐵頭為白色。
9.3.2 烙鐵頭上多余錫的處理
如果烙鐵頭上掛有很多的錫,不易焊接,可在烙鐵架中帶水的海棉上或者在烙鐵架的鋼絲上抹去多余的錫。不可在工作臺或者其他地方抹去。
9.3.3 在練習板上焊接
焊接練習板是一塊焊盤排列整齊的線路板,學生將一根七股多芯電線的線芯剝出,把一股從焊接練習板的小孔中插入,練習板放在焊接木架上,從右上角開始,排列整齊,進行焊接(見圖33)。
練習時注意不斷總結,把握加熱時間、送錫多少,不可在一個點加熱時間過長,否則會使線路板的焊盤燙壞。注意應盡量排列整齊,以便前后對比,改進不足。
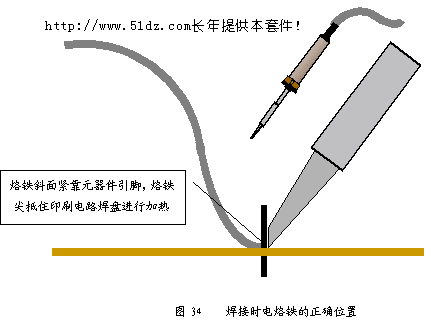
焊接時先將電烙鐵在線路板上加熱,大約兩秒鐘后,送焊錫絲,觀察焊錫量的多少,不能太多,造成堆焊;也不能太少,造成虛焊。當焊錫熔化,發出光澤時焊接溫度最佳,應立即將焊錫絲移開,再將電烙鐵移開。為了再加熱中使加熱面積最大,要將烙鐵頭的斜面靠在元件引腳上(見圖34),烙鐵頭的頂尖抵在線路板的焊盤上。焊點高度一般在2毫米左右,直徑應與焊盤相一致,引腳應高出焊點大約0.5 mm。
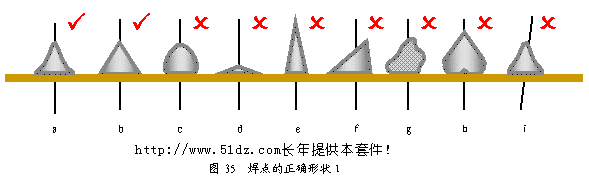
9.4 焊點的正確形狀
焊點的正確形狀(見圖35),焊點a一般焊接比較牢固;焊點b為理想狀態,一般不易焊出這樣的形狀;焊點c焊錫較多,當焊盤較小時,可能會出現這種情況,但是往往有虛焊的可能;焊點d,焊點d、e焊錫太少;焊點f提烙鐵時方向不合適,造成焊點形狀不規則;焊點g烙鐵溫度不夠,焊點呈碎渣狀,這種情況多數為虛焊;焊點h焊盤與焊點之間有縫隙為虛焊或接觸不良;焊點I引腳放置歪斜。一般形狀不正確的焊點,元件多數沒有焊接牢固,一般為虛焊點,應重焊。
焊點的正確形狀俯視(見圖36),焊點a、b形狀圓整,有光澤,焊接正確;焊點c、d溫度不夠,或抬烙鐵時發生抖動,焊點呈碎渣狀;焊點e、f焊錫太多,將不該連接的地方焊成短路。
焊接時一定要注意盡量把焊點焊得美觀牢固。
9.5 元器件的插放
將彎制成型的元器件對照圖紙插放到線路板上。
注意:一定不能插錯位置;二極管、電解電容要注意極性;電阻插放時要求讀數方向排列整齊,橫排的必須從左向右讀,豎排的從下向上讀,保證讀數一致(見圖37)。
9.6 元器件參數的檢測
每個元器件在焊接前都要用萬用表檢測其參數是否在規定的范圍內。二極管、電解電容要檢查它們的極性,電阻要測量阻值。
測量阻值時應將萬用表的檔位開關旋鈕調整到電阻檔,預讀被測電阻的阻值,估計量程,將檔位開關旋鈕打到合適的量程,短接紅黑表棒,調整電位器旋鈕,將萬用表調零(見圖38)。注意電阻檔調零電位器在表的右側,不能調表頭中間的小旋鈕,該旋鈕用于表頭本身的調零。調零后,用萬用表測量每個插放好的電阻的阻值。測量不同阻值的電阻時要使用不同的檔位,每次換檔后都要調零。為了保證測量的精度,要使測出的阻值在滿刻度的2/3左右,過大或過小都會影響讀數,應及時調整量程。要注意一定要先插放電阻,后測阻值,這樣不但檢查了電阻的阻值是否準確,而且同時還檢查了元件的插放是否正確,如果插放前測量電阻,只能檢查元件的阻值,而不能檢查插放  是否正確。 是否正確。
10 元器件的焊接
10.1 元器件的焊接
在焊接練習板上練習合格,對照圖紙插放元器件,用萬用表校驗,檢查每個元器件插放是否正確、整齊,二極管、電解電容極性是否正確,電阻讀數的方向是否一致,全部合格后方可進行元器件的焊接。
焊接完后的元器件,要求排列整齊,高度一致(見圖39)。為了保證焊接的整齊美觀,焊接時應將線路板板架在焊接木架上焊接,兩邊架空的高度要一致,元件插好后,要調整位置,使它與桌面相接觸,保證每個元件焊接高度一致。焊接時,電阻不能離開線路板太遠,也不能緊貼線路板焊接,以免影響電阻的散熱。
焊接時如果線路板未放水平(見圖40),應重新加熱調整。圖中線路板未放水平,使二極管兩端引腳長度不同,離開線路板太遠;藍電阻放置歪斜;電解電容折彎角度大于90?0?8,易將引腳彎斷。
應先焊水平放置的元器件,后焊垂直放置的或體積較大的元器件,如分流器、可調電阻等(見圖41)。
焊接時不允許用電烙鐵運載焊錫絲,因為烙鐵頭的溫度很高,焊錫在高溫下會使助焊劑分解揮發,易造成虛焊等焊接缺陷。
10.2 錯焊元件的拔除
當元件焊錯時,要將錯焊元件的拔除。先檢查焊錯的元件應該焊在什么位置,正確位置的引腳長度是多少,如果引腳較短,為了便于拔出,應先將引腳剪短。在烙鐵架上清除烙鐵頭上的焊錫,將線路板綠色的焊接面朝下,用烙鐵將元件腳上的錫盡量刮除,然后將線路板豎直放置,用鑷子在黃色的面將元件引腳輕輕夾住,在綠色面,用烙鐵輕輕燙,同時用鑷子將元件向相反方向拔除。拔除后,焊盤孔容易堵塞,有兩種方法可以解決這一問題。
烙鐵稍燙焊盤,用鑷子夾住一根廢元件腳,將堵塞的孔通開;
將元件做成正確的形狀,并將引腳剪到合適的長度,鑷子夾住元件,放在被堵塞孔的背面,用烙鐵在焊盤上加熱,將元件推入焊盤孔中。
注意用力要輕,不能將焊盤推離線路板,使焊盤與線路板間形成間隙或者使焊盤與線路板脫開。
10.3 電位器的安裝
電位器安裝時,應先測量電位器引腳間的阻值,電位器共有五個引腳(見圖42),其中三個并

排的引腳中,1、3兩點為固定觸點,2為可動觸點,當旋鈕轉動時,1、2或者2、3間的阻值發生變化。電位器實質上是一個滑線電阻,電位器的兩個粗的引腳主要用于固定電位器。安裝時應捏住電位器的外殼,平穩地插入,不應使某一個引腳受力過大。不能捏住電位器的引腳安裝,以免損壞電位器。安裝前應用萬用表測量電位器的阻值,電位器1、3為固定觸點,2為可動觸點,1、3之間的阻值應為10kΩ,擰動電位器的黑色小旋鈕,測量1與2或者2與3之間的阻值應在0~10kΩ間變化。如果沒有阻值,或者阻值不改變,說明電位器已經損壞,不能安裝,否則5個引腳焊接后,要更換電位器就非常困難。
注意電位器要裝在線路板的焊接綠面,不能裝在黃色面。
10.4 分流器的安裝
安裝分流器時要注意方向,不能讓分流器影響線路板及其余電阻的安裝(見圖43)。
 10.5 輸入插管的安裝 10.5 輸入插管的安裝
輸入插管裝在綠面,是用來插表棒的,因此一定要焊接牢固。將其插入線路板中,用尖嘴鉗在黃面輕輕捏緊,將其固定,一定要注意垂直,然后將兩個固定點焊接牢固。
10.6 晶體管插座的安裝
晶體管插座裝在線路板綠面,用于判斷晶體管的極性。在綠面的左上角有6個橢圓的焊盤,中間有兩個小孔,用于晶體管插座的定位,將其放入小孔中檢查是否合適,如果小孔直徑小于定位突起物,應用錐子稍微將孔擴大,使定位突起物能夠插入。
將晶體管插片(見圖44)插入晶體管插座中,檢查是否松動,應將其撥出并將其彎成圖44中b的形狀,插入晶體管插座中(見圖44中c),將其伸出部分折平(見圖44中d)。
晶體管插片裝好后,將晶體管插座裝在線路板上,定位,檢查是否垂直,并將6個橢圓的焊盤焊接牢固。
10.7 焊接時的注意事項
焊接時一定要注意電刷軌道上一定不能粘上錫,否則會嚴重影響電刷的運轉(見圖45)。為了防止電刷軌道粘錫,切忌用烙鐵運載焊錫。由于焊接過程中有時會產生氣泡,使焊錫飛濺到電刷軌道上,因此應用一張圓形厚紙墊在線路板上。
如果電刷軌道上粘了錫,應將其綠面朝下,用沒有焊錫的烙鐵將錫盡量刮除。但由于線路板上的金屬與焊錫的親和性強,一般不能刮盡,只能用小刀稍微修平整。
在每一個焊點加熱的時間不能過長,否則會使焊盤脫開或脫離線路板。對焊點進行修整時,要讓焊點有一定的冷卻時間,否則不但會使焊盤脫開或脫離線路板,而且會使元器件溫度過高而損壞。
10.8 電池極板的焊接
焊接前先要檢查電池極板的松緊,如果太緊應將其調整。調整的方法是用尖嘴鉗將電池極板側面的突起物稍微夾平,使它能順利地插入電池極板插座,且不松動(見圖46)。
電池極板安裝的位置(見圖47)。平極板與突極板不能對調,否則電路無法接通。
焊接時應將電池極板撥起,否則高溫會把電池極板插座的塑料燙壞。為了便于焊接,應先用尖嘴鉗的齒口將其焊接部位部分銼毛,去除氧化層。用加熱的烙鐵沾一些松香放在焊接點上,再加焊錫,為其搪錫。
將連接線線頭剝出,如果是多股線應立即將其擰緊,然后沾松香并搪錫(提供的連接線已經搪錫)。用烙鐵運載少量焊錫,燙開電池極板上已有的錫,迅速將連接線插入并移開烙鐵。如果時間稍長將會使連接線的絕緣層燙化,影響其絕緣。
連接線焊接的方向(見圖48)。連接線焊好后將電池極板壓下,安裝到位。
11 機械部分的安裝與調整
11.1 提把的安裝
后蓋側面有兩個“О”小孔,是提把鉚釘安裝孔。觀察其形狀,思考如何將其卡入,但注意現在不能卡進去。
提把放在后蓋上,將兩個黑色的提把橡膠墊圈墊在提把與后蓋中間,然后從外向里將提把鉚釘按其方向卡入,聽到“咔嗒”聲后說明已經安裝到位。如果無法聽到“咔嗒”聲可能是橡膠墊圈太厚,應更換后重新安裝。
大拇指放在后蓋內部,四指放在后蓋外部,用四指包住提把鉚釘,大拇指向外輕推,檢查鉚釘是否已安裝牢固。注意一定要用四指包住提把鉚釘,否則會使其丟失。
將提把轉向朝下,檢查其是否能起支撐作用,如果不能支撐,說明橡膠墊圈太薄,應更換后重新安裝。
11.2 電刷旋鈕的安裝
取出彈簧和鋼珠,并將其放入凡士林油中,使其粘滿凡士林。加油有兩個作用:使電刷旋鈕潤滑,旋轉靈活;起黏附作用,將彈簧和鋼珠黏附在電刷旋鈕上,防止其丟失。
將加上潤滑油的彈簧放入電刷旋鈕的小孔中(見圖49),鋼珠黏附在彈簧的上方,是、注意切勿丟失。
觀察面板背面的電刷旋鈕安裝部位(見圖50),它有3個電刷旋鈕固定卡、2個電刷旋鈕定位弧1個鋼珠安裝槽和1個花瓣形鋼珠滾動槽組成。
將電刷旋鈕平放在面板上(見圖51),注意電刷放置的方向。用起子輕輕頂,使鋼珠卡入花瓣槽內,小心滾掉,然后手指均勻用力將電刷旋鈕卡入固定卡。
將面板翻到正面(見圖52),檔位開關旋鈕輕輕套在從圓孔中伸出的小手柄上,慢慢轉動旋鈕,檢查電刷旋鈕是否安裝正確,應能聽到“咔嗒”、“咔嗒”的定位聲,如果聽不到則可能鋼珠丟失或掉進電刷旋鈕與面板間的縫隙,這時檔位開關無法定位,應拆除重裝。
將檔位開關旋鈕輕輕取下,用手輕輕頂小孔中的手柄(見圖53),同時反面用手依次輕輕扳動三個定位卡,注意用力一定要輕且均勻,否則會把定位卡扳斷。小心鋼珠不能滾掉。
11.3 檔位開關旋鈕的安裝
電刷旋鈕安裝正確后,將它轉到電刷安裝卡向上位置(見圖54),將檔位開關旋鈕白線向上套在正面電刷旋鈕的小手柄上,向下壓緊即可。
如果白線與電刷安裝卡方向相反,必須拆下重裝。拆除時用平口起子對稱地輕輕撬動,依次按左、右、上、下的順序,將其撬下。注意用力要輕且對稱,否則容易撬壞(見圖55)。
11.4 電刷的安裝
將電刷旋鈕的電刷安裝卡轉向朝上,V形電刷有一個缺口,應該放在左下角,因為線路板的3條電刷軌道中間2條間隙較小,外側2條間隙較大,與電刷相對應,當缺口在左下角時電 刷接觸點上面2個相距較遠,下面2個相距較近,一定不能放錯(見圖56)。電刷四周都要卡入電刷安裝槽內,用手輕輕按,看是否有彈性并能自動復位。
如果電刷安裝的方向不對,將使萬用表失效或損壞(見圖57)。圖中a開口在右上角,電刷中間的觸點無法與電刷軌道接觸,使萬用表無法正常工作,且外側的兩圈軌道中間有焊點,使中間的電刷觸點與之相磨擦,易使電刷受損;b.c使開口在左上角或在右下角,3個電刷觸點均無法與軌道正常接觸,電刷在轉動過程中與外側兩圈軌道中的焊點相刮,會使電刷很快折斷,使電刷損壞。
11.5 線路板的安裝
電刷安裝正確后方可安裝線路板。
安裝線路板前先應檢查線路板焊點的質量及高度,特別是在外側兩圈軌道中的焊點(見圖58),由于電刷要從中通過,安裝前一定要檢查焊點高度,不能超過2mm,直徑不能太大,如果焊點太高會影響電刷的正常轉動甚至刮斷電刷。
線路板用三個固定卡固定在面板背面,將線路板水平放在固定卡上,依次卡入即可。如果要拆下重裝,依次輕輕扳動固定卡。注意在安裝線路板前先應將表頭連接線焊上。
最后是裝電池和后蓋,裝后蓋時左手拿面板,稍高,右手拿后蓋,稍低,將后蓋從向上推入面板,擰上螺絲,注意擰螺絲時用力不可太大或太猛,以免將螺孔擰壞。
|

 [復制鏈接]
[復制鏈接]





